Binder jetting là công nghệ in 3D sử dụng chất kết dính được phun chính xác lên bề mặt lớp vật liệu dạng bột, kết nối các hạt lại với nhau để tạo thành một khối ” Green part”, sau đó chi tiết này sẽ được nung thiêu kết (sintering) để tạo thành một chi tiết rắn chắc có mật độ cao. Công nghệ in 3D Binder jetting có thể được sử dụng để in 3D với nhiều loại vật liệu dạng bột, bao gồm kim loại, cát và gốm sứ.
Cơ chế hoạt động của Binder Setting
Đầu tiên, thanh gạt hoặc đầu phủ bột sẽ trải một lớp bột mỏng lên bề mặt bàn tạo hình của máy. Tiếp theo, đầu in là một cụm vòi phun mực tương tự như loại được sử dụng trong máy in 2D thông thường sẽ phun chính xác chất kết dính lên lớp bột, theo hình dạng đã được xác định của chi tiết cần in.

Đầu in là một cụm đầu phun mực (printhead) với các vòi phun tương tự như trong máy in 2D để bàn. Nó có nhiệm vụ phun chất kết dính (binding agent). Ảnh: ExOn
Khi một lớp in được hoàn thành, bàn in sẽ hạ xuống một khoảng nhỏ, và bộ phủ bột sẽ trải thêm một lớp bột mới lên toàn bộ bề mặt bàn cũng như phía trên chi tiết đang được in. Sau đó, đầu in tiếp tục phun chất kết dính cho lớp kế tiếp, và quy trình này được lặp lại liên tục cho đến khi toàn bộ chi tiết được hoàn thiện.
Khi quá trình in hoàn tất, toàn bộ khối chi tiết được lấy ra khỏi máy, các chi tiết được tách ra, và bột dư được làm sạch bằng chổi mềm hoặc khí nén, trong một môi trường được kiểm soát, sau đó toàn bộ chi tiết thường sẽ được nung thiêu kết và loại bỏ chất kết dính. Những chi tiết này có thể được xử lý thêm để điều chỉnh tăng cường tính chất cơ học.
Vì binder jetting hoạt động ở nhiệt độ phòng, nên tránh được các biến dạng kích thước thường thấy ở các công nghệ in 3D sử dụng nhiệt cao, chẳng hạn như cong vênh hoặc xoắn méo. Nếu cần nung thiêu kết, chỉ phần bột đã được kết dính tạo thành chi tiết mới chịu tác động của nhiệt trong lò nung, vì vậy phần bột rời còn lại có thể được tái sử dụng mà không lo bị suy giảm chất lượng.
Vật liệu tương thích với Binder Jetting
Có nhiều loại kim loại khác nhau có thể được sử dụng trong công nghệ binder jetting, bao gồm thép không gỉ (stainless steel), hợp kim niken và coban (nickel and cobalt alloys), đồng (copper), nhôm (aluminum) và các kim loại quý (precious metals).
Các loại gốm (ceramics), bao gồm cả cacbua (carbide), cũng có thể được tạo thành chi tiết thông qua công nghệ binder jetting. Cả gốm và kim loại đều cần phải được nung kết (sintering) sau khi in để đạt độ rắn và đặc mong muốn.
Binder jetting cũng được sử dụng để tạo các chi tiết từ cát (sand parts), thường là khuôn và lõi đúc (sand tooling) trong quy trình đúc kim loại.Các chi tiết cát không cần nung kết sau in; chỉ cần loại bỏ bột dư là sẵn sàng sử dụng.Ngoài ra, các bản in cát cũng có thể được sử dụng trực tiếp như sản phẩm hoàn thiện, bằng cách thẩm thấu nhựa (resin infiltration) vào cấu trúc cát để tăng độ bền và độ cứng

Một lõi cát được in 3D dùng cho quá trình đúc kim loại. Công nghệ binder jetting mang lại một phương pháp sản xuất khuôn mẫu tự động hơn, không cần đến các mẫu tạo hình (patterns) hay thiết bị hỗ trợ khác ngoài máy in.
Xử lý sau in Binder Jetting
Vì các chi tiết trong quá trình binder jetting được hỗ trợ bởi chính lớp bột xung quanh, nên không cần tạo và loại bỏ cấu trúc hỗ trợ (support structures) như trong nhiều công nghệ in 3D khác. Do đó, việc loại bỏ support không phải là một bước xử lý hậu kỳ thông thường trong binder jetting.
Các chi tiết kim loại và gốm cần được nung thiêu kết sau khi in bằng binder jetting để trở nên đặc chắc và rắn vững. Quá trình nung thiêu kết có thể được thực hiện trong lò kín độc lập (standalone enclosed furnace) hoặc trong lò nung liên tục (continuous furnace). Thiết bị nung thiêu kết được sử dụng trong công nghệ ép phun kim loại (Metal Injection Molding – MIM) thường tương thích với các chi tiết in bằng binder jetting. Quá trình nung thiêu kết gây ra hiện tượng co ngót (shrinkage), do đó cần được tính toán trước trong thiết kế ban đầu.
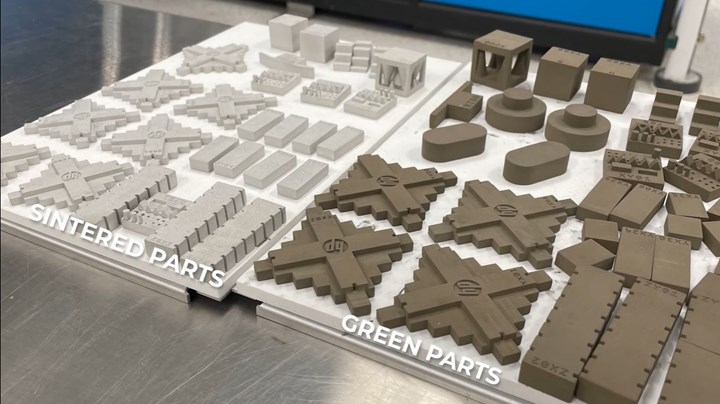
Các chi tiết in binder jet ở trạng thái “green” (bên phải) sẽ bị co rút có thể dự đoán được trong quá trình nung kết, và điều này cần được tính toán trước trong quá trình thiết kế. Các chi tiết sau khi nung kết (bên trái) có độ đặc cao, độ bền lớn và sẵn sàng cho các ứng dụng sử dụng cuối cùng.
Quá trình nung thiêu kết tạo ra độ nhám bề mặt trung bình đủ mịn cho nhiều chi tiết và tính năng sử dụng cuối cùng mà không cần xử lý thêm. Khi cần thiết, có thể sử dụng phương pháp phun cát và đánh bóng để cải thiện chất lượng bề mặt.
Quá trình ép đẳng áp nóng (HIPing – Hot Isostatic Pressing) có thể được áp dụng để cải thiện hơn nữa các đặc tính vật liệu và giảm độ rỗng trong kim loại rắn cũng như một số loại gốm.
Tại sao nên sử dụng công nghệ Binder Jetting?
Công nghệ binder jetting hoạt động ở nhiệt độ phòng và vật liệu không bị nóng chảy trong quá trình in, điều này giúp tránh được các ứng suất nhiệt thường gặp trong công nghệ hợp nhất lớp bột (powder bed fusion) đối với in 3D kim loại.
Do không chịu tác động của nhiệt trong buồng in, phần bột chưa sử dụng bị suy giảm chất lượng ít hơn và dễ dàng tái chế để sử dụng lại trong các lần in tiếp theo; vật liệu bột không tiếp xúc với chất kết dính hầu như giữ nguyên trạng thái như khi được nạp vào máy in.

Mỗi lớp được tạo ra bằng cách trước tiên trải đều vật liệu bột lên bề mặt bàn in, sau đó phun chất kết dính để hình thành hình học của lớp đó. Nhiều chi tiết có thể được sắp xếp (nested) trong cùng một lần in nhằm tăng năng suất.
Công nghệ binder jetting đặc biệt hiệu quả trong việc chế tạo các chi tiết kim loại nhỏ như linh kiện công nghiệp, bộ lọc, trang sức, đầu gậy golf, cuộn dây đồng, núm cần số và các bộ phận động cơ ô tô. Công nghệ này cũng đã được ứng dụng thành công để tạo khuôn cho các quy trình ép phun và thổi khuôn. Đối với vật liệu gốm, binder jetting mang lại một phương pháp đơn giản hơn để xử lý những vật liệu này thành các chi tiết chức năng như cấu trúc nhiên liệu hạt nhân bằng cacbua silic, các chi tiết chống mài mòn bằng cacbua vonfram, vòi phun và phụ tùng thay thế. Ít nhất một công ty cũng đang sử dụng gốm in bằng binder jetting để sản xuất khuôn phục vụ quy trình đúc kim loại nhanh. Đối với vật liệu cát, binder jetting đã trở thành một phương pháp được chấp nhận rộng rãi trong việc chế tạo dụng cụ đúc, cả cho mục đích tạo mẫu và sản xuất hàng loạt các chi tiết đúc. Cát thẩm thấu cũng đã được ứng dụng trong chế tạo khuôn hút chân không, khuôn ép nhiệt và các sản phẩm sử dụng cuối cùng như đường trượt ván hay thậm chí là thiết bị bảo hộ cá nhân.

Các bộ lọc bằng đồng và thép không gỉ được sản xuất bằng công nghệ binder jetting, được tạo ra trong thời kỳ đại dịch coronavirus năm 2020. Ảnh: ExOne
Tại Việt Nam, Công ty TNHH thiết bị công nghiệp và giáo dục Tân Tiến là đơn vị nhập khẩu và phân phối công nghệ in 3D Binder jetting của hãng Colibrium của Mỹ. Để trải nghiệm về công nghệ in 3D Binder jetting xin vui lòng liên hệ với chúng tôi.
———————————————————————
AIE hiện là đơn vị tiên phong công nghệ 3D tại Việt Nam.
Liên hệ với chúng tôi nếu bạn cần tư vấn hoặc hỗ trợ!
▶️AIE – Advanced Industry & Education Equipments Company
☎️ Phone: +8424 3734 5435 ext 102
📞 OA Zalo: 0966 474 241
✉️ Email: marketing@aie.com.vn
🌐 Website: www.aie.com.vn